 中文简体
中文简体 英语
英语 西班牙语
西班牙语 俄语
俄语 葡萄牙语
葡萄牙语 法语
法语 德语
德语 意大利语
意大利语



Liquid packaging is a cornerstone of the global food and non-food industries, yet it faces persistent challenges: preserving product freshness, minimizing waste, ensuring safety, and reducing environmental impact. Traditional options—glass jars, plastic bottles, and metal cans—often fall short: glass is heavy and breakable, plastic contributes to single-use waste, and cans lack flexibility for varying volumes. Enter the bag-in-box (BIB) solution, a game-changer that combines portability, sustainability, and functionality. Among these, the 1" flat head high-barrier BIB stands out as a leader, redefining how liquid products are stored, transported, and consumed. This article explores the product’s innovative features, its competitive advantages, the advanced manufacturing processes behind it, and the industry expertise that makes it a trusted choice for businesses worldwide.
The Core Product: 1" Flat Head High-Barrier Bag-In-Box (BIB)
The 1" flat head high-barrier BIB is a precision-engineered packaging solution designed to address the most critical needs of liquid products—from fruit puree to paint. Its design and materials are tailored to deliver unmatched freshness, convenience, and safety.
Key Specifications & Material Innovation
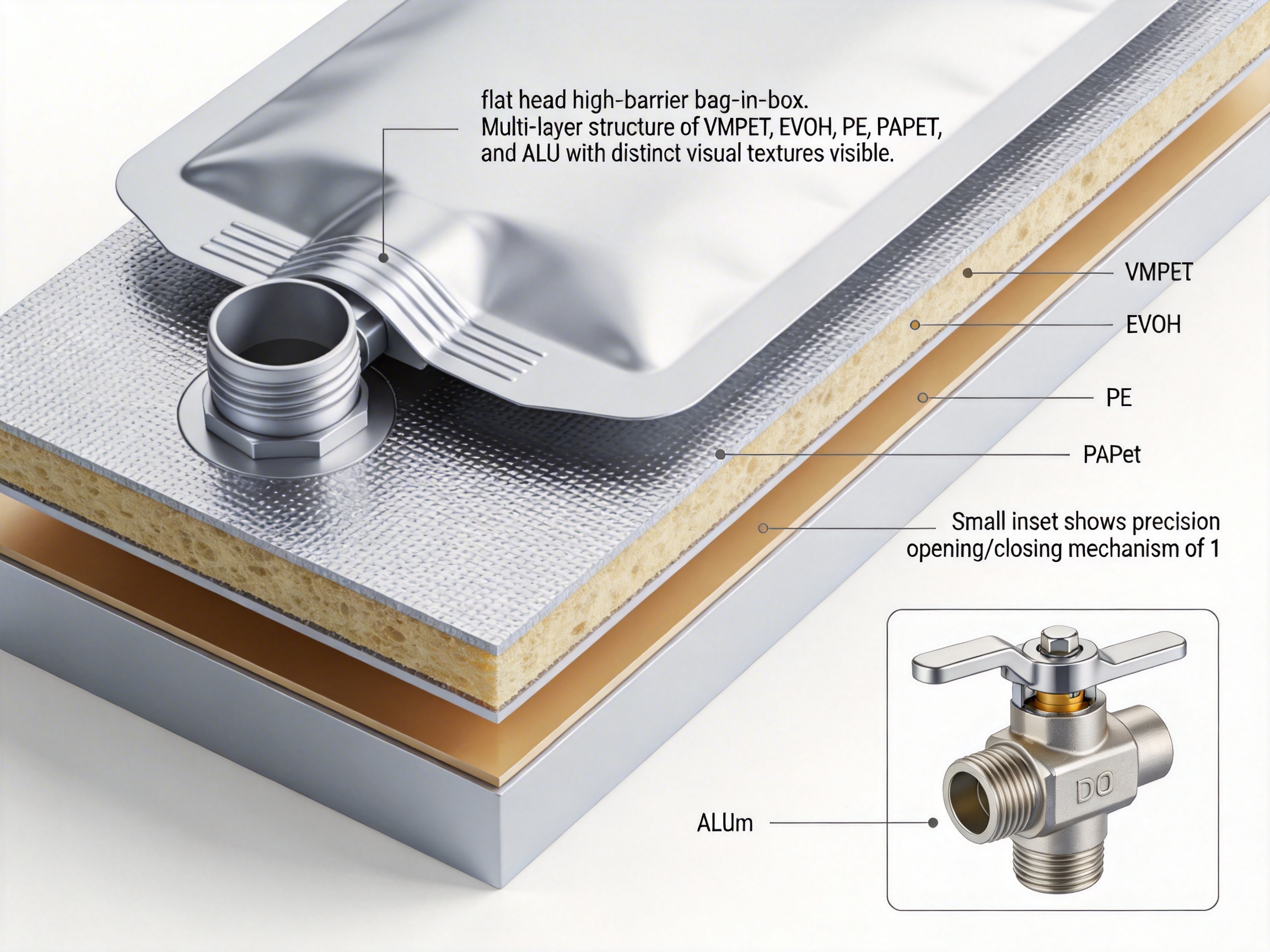
At the heart of this BIB is its multi-layer material structure, which combines barrier performance, strength, and sealability. The layers include:
- VMPET (Vapor Metallized Polyethylene Terephthalate): Blocks light penetration, a key factor in preserving flavor and nutrients in light-sensitive products like fruit puree.
- EVOH (Ethylene Vinyl Alcohol): Provides exceptional oxygen barrier properties, preventing oxidation that causes spoilage and rancidity.
- PE (Polyethylene): Ensures leak-proof sealing and moisture resistance, protecting products from humidity and contamination.
- PAPET (Oriented Polyethylene Terephthalate): Adds structural strength, making the bag durable enough for industrial handling and transport.
- ALU (Aluminum Layer): Delivers ultimate barrier protection against both oxygen and light, ideal for products requiring long shelf lives.
This layered construction is not just a collection of materials—it’s a synergistic design that addresses every potential threat to product quality. The bag’s capacity ranges from 1 liter to 25 liters, making it suitable for both consumer-sized portions and bulk industrial use.
Unmatched Freshness Preservation
Fruit puree, juice concentrate, and other liquid foods are delicate: exposure to oxygen, light, or moisture can degrade their flavor, aroma, and nutritional value within days. The high-barrier BIB solves this problem by creating an airtight, lightproof environment. Its multi-layer structure reduces oxygen transmission rates by up to 90% compared to standard BIBs, ensuring products retain their freshness for 12+ months—double the shelf life of many competing solutions.
For example, a fruit puree manufacturer using this BIB reported that their product maintained its natural sweetness and vitamin content for 18 months, whereas previous packaging only lasted 6 months. This not only reduces food waste but also increases customer satisfaction, as consumers receive products that taste as fresh as the day they were packaged.
Convenience Reimagined
The 1" flat head integrated valve is a standout feature that transforms how users dispense liquid products. Unlike basic spouts that often cause spills or messy drips, this valve is designed for precision: it opens smoothly to allow controlled pouring and closes tightly to prevent leakage. Whether a manufacturer is filling industrial containers or a consumer is serving fruit puree at home, the valve ensures no product is wasted and no mess is left behind.
Additionally, the BIB’s flexible design makes it easy to store and transport. It occupies 70% less space than glass jars of the same volume and weighs 80% less, reducing transport costs and carbon emissions. When empty, it can be collapsed and recycled, minimizing waste in landfills.

Advantages Over Competitor Solutions
To understand why the 1" flat head high-barrier BIB is a market leader, it’s essential to compare it to standard BIBs and traditional packaging options. The table below highlights key differences:
High-Barrier BIB vs Standard BIB: Key Performance Differences
| Feature | High-Barrier BIB | Standard BIB |
|---|---|---|
| Barrier Protection (O₂/Light) | Ultra-high (EVOH + ALU layers; O₂ transmission rate < 0.1 cm³/m²·day) | Low to medium (single barrier layer; O₂ transmission rate > 1 cm³/m²·day) |
| Sterilization Method | Irradiation ≥15kGy (aseptic, no chemical residues) | Chemical sterilization (hydrogen peroxide; potential residue risk) |
| Lamination Process | Solvent-free (eco-friendly, no VOC emissions) | Solvent-based (VOC emissions, residue risk) |
| Valve Type | Integrated 1" flat head (mess-free, precise dispensing) | Basic spout (prone to spills, inconsistent flow) |
| Capacity Range | 1L–25L (customizable to product needs) | 5L–20L (limited flexibility) |
| Compliance Standards | ABMA (European) + China National Standard (GB XXXX-XXXX) | Local regional standards only |
| Freshness Retention | 12–18 months (depends on product) | 6–8 months |
Beyond these metrics, the high-barrier BIB offers intangible advantages: it enhances brand reputation by delivering consistent quality, reduces operational costs for manufacturers (via less waste and lower transport costs), and aligns with consumer demand for sustainable packaging.
Aseptic Assurance: Beyond Basic Safety
Aseptic packaging is non-negotiable for liquid foods, but not all aseptic solutions are equal. The high-barrier BIB uses irradiation sterilization (≥15kGy), a method that kills 99.99% of microbes without altering the product’s taste or nutritional value. This is far more effective than chemical sterilization, which can leave residues and may not eliminate heat-resistant spores.
Additionally, the manufacturer operates a GMP (Good Manufacturing Practice) 100,000-level clean workshop. This means every stage of production—from film extrusion to bag making to valve integration—takes place in a controlled environment with filtered air, temperature regulation, and sterile equipment. Staff wear full-body protective gear, and every batch is tested for microbial contamination before shipment.
Sustainable & Safe Materials
Consumers and regulators are increasingly demanding eco-friendly packaging, and the high-barrier BIB delivers. Its solvent-free lamination process uses water-based adhesives instead of solvent-based ones, reducing VOC (volatile organic compound) emissions by 95% compared to traditional methods. This not only protects the environment but also eliminates the risk of harmful chemical residues in food products.
All raw materials are food-grade and comply with international safety standards (FDA, EU 1935/2004). The manufacturer sources materials from certified suppliers and conducts regular audits to ensure quality. For example, the PE layers are made from 100% virgin resin, and the ALU layer is recycled aluminum, reducing the product’s carbon footprint.
Customization & Scalability
No two liquid products are the same, and the high-barrier BIB is designed to be flexible. Manufacturers can customize the bag’s size (1L–25L), barrier level (standard, high, ultra-high), and valve type (1" flat head or other options) to meet specific product needs. For example, a juice concentrate manufacturer may choose an ultra-high barrier bag to preserve flavor, while a paint manufacturer may opt for a standard barrier bag with a reinforced valve for industrial use.
This customization extends to branding: the bags can be printed with logos, product information, and usage instructions, helping businesses stand out on store shelves or in industrial settings.

Advanced Manufacturing Processes: Behind the Excellence
The 1" flat head high-barrier BIB is not just a product—it’s the result of decades of engineering expertise and continuous innovation. The manufacturer’s manufacturing processes are designed to ensure consistency, quality, and safety at every stage.
GMP 100,000-Level Clean Workshop
The clean workshop is the foundation of the manufacturing process. It features:
- HEPA (High-Efficiency Particulate Air) filters that remove 99.97% of airborne particles (0.3 microns or larger).
- Temperature and humidity control (22±2°C, 50±5% RH) to prevent material degradation.
- Positive air pressure to keep contaminated air out.
- Sterile equipment that is cleaned and sanitized before each batch.
Every batch of bags is tested for microbial contamination using a combination of air sampling, surface swabs, and product testing. Only batches that meet strict standards are released for shipment.
Irradiation Sterilization: Precision & Safety
Irradiation sterilization is a cutting-edge method that uses gamma rays to kill microbes. The manufacturer uses a cobalt-60 source to deliver a dose of ≥15kGy, which is sufficient to eliminate even the most resistant spores (like Clostridium botulinum). This method is approved by the FDA and EU for food contact materials, and it does not change the physical or chemical properties of the bag.
Unlike chemical sterilization, irradiation leaves no residues, making it ideal for sensitive products like fruit puree and infant formula. The manufacturer also monitors the sterilization process in real time to ensure the correct dose is applied to every batch.
Solvent-Free Lamination: Eco-Friendly & Safe
Lamination is the process of bonding multiple film layers together to create the BIB’s structure. The manufacturer uses solvent-free lamination, which uses water-based adhesives instead of solvent-based ones. This process:
- Reduces VOC emissions by 95% compared to solvent-based lamination.
- Eliminates the risk of solvent residues in food products.
- Creates a stronger bond between layers, reducing the risk of leaks.
The lamination process is automated and controlled by computer systems to ensure consistent thickness and bonding strength. Every laminated film roll is tested for peel strength and barrier performance before being used in bag production.
Precision Injection Molding & Film Extrusion
The 1" flat head valve is manufactured using precision injection molding. The manufacturer uses high-quality polypropylene (PP) resin to create valves that are durable, leak-proof, and resistant to chemicals. Each valve is tested for flow rate, leak resistance, and durability before being integrated into the bag.
Film extrusion is another critical process. The manufacturer uses co-extrusion to create multi-layer films in a single step, ensuring uniform thickness and strong bonding between layers. This process reduces waste and improves efficiency compared to separate extrusion and lamination.

Company's Industry Leadership & Trusted Partnerships
The manufacturer behind the 1" flat head high-barrier BIB is a global leader in flexible liquid packaging, with 19+ years of experience and a reputation for innovation and quality. Here’s why businesses trust them:
19+ Years of Expertise
Founded in 2006, the company has grown from a small packaging firm to a global supplier with two manufacturing plants in China and branches in Europe. Over the years, it has invested heavily in R&D, resulting in over 50 patents for packaging materials and manufacturing processes.
The company’s team includes 20+ engineers and scientists who specialize in flexible packaging, material science, and aseptic technology. This expertise allows them to develop custom solutions for even the most challenging products.
Standard-Setting Contributions
The company has played a key role in setting industry standards for aseptic packaging. In 2018, it helped draft China’s national standard for "Composite Bags for Aseptic Packaging of Liquid Foods" (GB XXXX-XXXX), which has become the benchmark for quality and safety in the country.
In 2020, the company made history by becoming the only Asian member of the European Aseptic Bag Manufacturers Association (ABMA). This membership is a testament to its compliance with European standards and its commitment to global quality.
Global Reach & Local Support
The company exports its products to over 100 countries and regions, including the United States, Europe, Southeast Asia, and the Middle East. It has local branches in Germany and the United Kingdom to provide fast support and service to European customers.
For businesses in Asia, the company’s two manufacturing plants in China (Lin’an and Guangzhou) offer quick delivery times and competitive pricing. The plants are equipped with the latest machinery and technology, ensuring consistent quality across all products.
One-Stop Solution: Packaging + Filling
Unlike many packaging suppliers, the company offers a one-stop solution for both packaging and filling. It owns advanced filling machines that can handle a wide range of liquid products, from fruit puree to paint. This allows customers to streamline their operations, reduce costs, and ensure consistency between packaging and filling.
The filling machines are designed to work seamlessly with the high-barrier BIB, ensuring that products are filled aseptically and efficiently. The company also provides training and support to help customers optimize their filling processes.
Real-World Applications & Customer Impact
The 1" flat head high-barrier BIB is used in a wide range of industries, from food and beverage to non-food. Here are some examples of how it has transformed businesses:
Liquid Food Industry
A European fruit puree manufacturer switched to the high-barrier BIB after experiencing high spoilage rates with glass jars. The new packaging reduced spoilage by 30% and cut transport costs by 20% (due to lighter weight). The integrated valve also improved customer satisfaction, as consumers reported no spills or messes when pouring.
A juice concentrate manufacturer in the United States uses the ultra-high barrier version of the BIB to preserve the flavor of its organic juice. The product now has a shelf life of 18 months, up from 6 months with previous packaging. This has allowed the manufacturer to expand its distribution to remote areas where fresh juice is not available.
Non-Food Liquid Applications
A paint manufacturer in Southeast Asia uses the high-barrier BIB to package its water-based paints. The bag’s moisture resistance prevents the paint from drying out, and the reinforced valve ensures consistent flow during application. The manufacturer reports that waste has been reduced by 25% and customer complaints about dried-out paint have dropped to zero.
A condiment manufacturer in Japan uses the 1L version of the BIB to package its soy sauce. The compact size is ideal for restaurants and small businesses, and the valve ensures precise pouring. The manufacturer has seen a 15% increase in sales since switching to the BIB.
Q&A Section
Below are answers to common questions about the 1" flat head high-barrier BIB and its manufacturer:
Q1: What makes high-barrier BIB packaging better than traditional glass or plastic containers?
A: High-barrier BIBs offer several advantages: they are lighter (reducing transport costs), more flexible (easier to store), and provide better barrier protection (preserving freshness longer). They also generate less waste than single-use plastic bottles and glass jars.
Q2: How does the integrated valve ensure mess-free dispensing?
A: The 1" flat head valve is designed with a precision opening that allows controlled flow. It closes tightly to prevent leakage, even when the bag is tilted or stored on its side. This eliminates spills and reduces product waste.
Q3: Is the packaging safe for food contact?
A: Yes. All materials are food-grade and comply with international safety standards (FDA, EU 1935/2004). The manufacturing process uses aseptic techniques and solvent-free lamination to ensure no harmful residues are present.
Q4: Can the BIB be customized for specific product needs?
A: Yes. The manufacturer offers customization for size (1L–25L), barrier level (standard, high, ultra-high), valve type, and branding. This allows businesses to create a packaging solution that meets their unique requirements.
Q5: What certifications does the manufacturer hold?
A: The manufacturer is ISO 9001 certified, FDA approved, and EU 1935/2004 compliant. It is also a member of the European Aseptic Bag Manufacturers Association (ABMA) and helped draft China’s national standard for aseptic liquid packaging.
Q6: How long can the product stay fresh in the BIB?
A: Depending on the product and barrier level, the shelf life can range from 12 to 18 months. For example, fruit puree in an ultra-high barrier BIB can last up to 18 months, while water-based paint in a standard barrier BIB can last up to 12 months.
Q7: Does the company offer filling machine services alongside packaging?
A: Yes. The company owns advanced filling machines that can handle a wide range of liquid products. It offers a one-stop solution for packaging and filling, which streamlines operations and reduces costs for customers.
Q8: Where are the products manufactured and distributed?
A: The products are manufactured in two plants in China (Lin’an and Guangzhou). They are distributed to over 100 countries and regions, with local branches in Germany and the United Kingdom to provide support to European customers.










")
")
")
")
")
")
")
")
")

