 中文简体
中文简体 英语
英语 西班牙语
西班牙语 俄语
俄语 葡萄牙语
葡萄牙语 法语
法语 德语
德语 意大利语
意大利语



For decades, the packaging of liquid products—from food ingredients like liquid eggs and juice concentrates to non-food items such as paints and lubricants—has been dominated by rigid containers: glass bottles, plastic jugs, and metal cans. While these options served their purpose, they came with significant drawbacks: high transport costs due to weight, limited storage efficiency, risk of breakage or leaks, and low adaptability to varying volume needs. As global industries prioritize cost reduction, sustainability, and user convenience, a game-changing alternative has emerged: the non-barrier Bag-In-Box (BIB) packaging. Specifically, the 1" Easy Open Non-barrier BIB has redefined liquid packaging by combining lightweight design, integrated valve technology, and customizable sizing to meet the evolving demands of producers and consumers alike. This article explores the core advantages of this innovative packaging solution, its advanced manufacturing processes, real-world applications, and the strengths of the trusted manufacturer behind it.
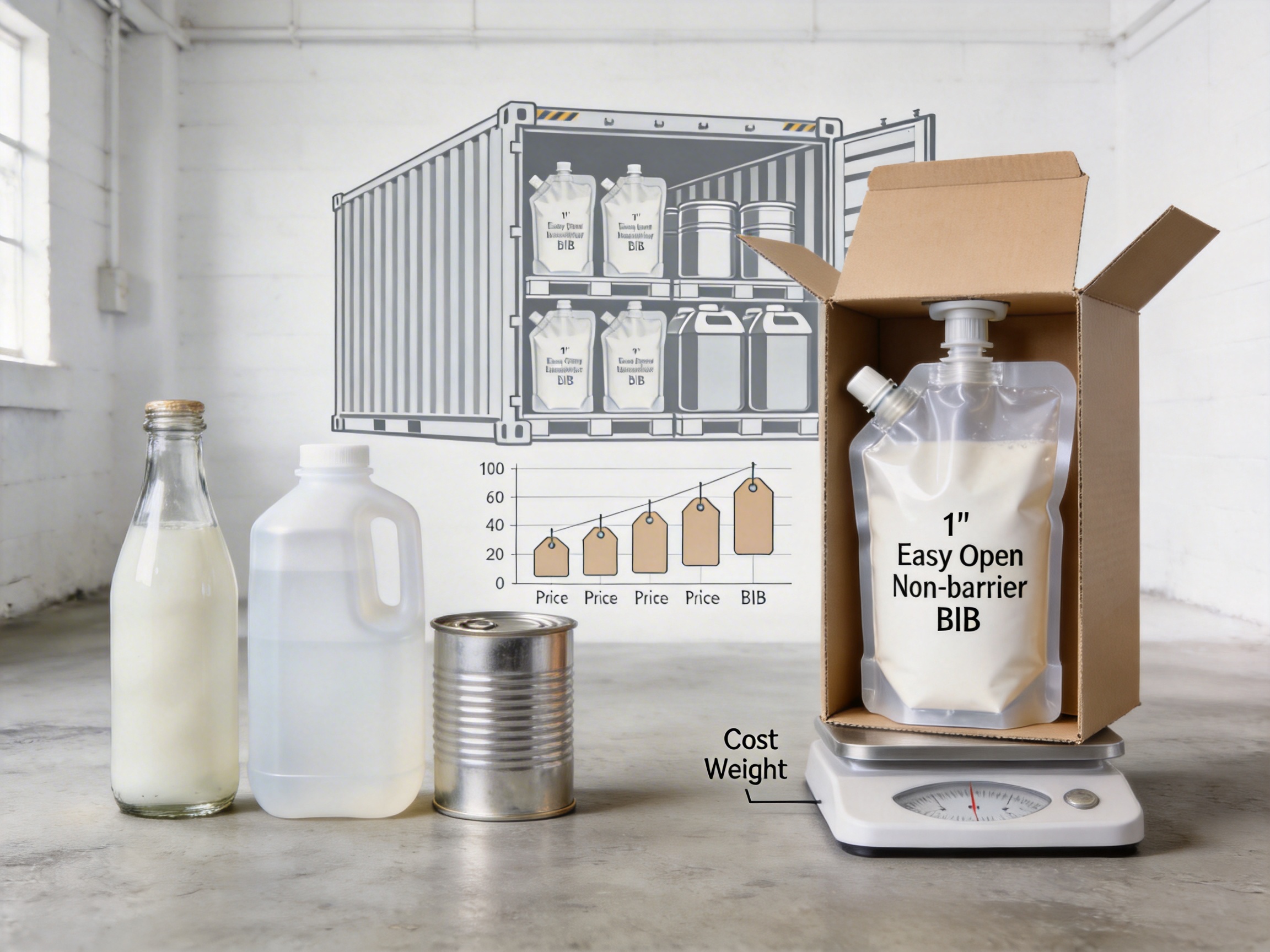
The 1" Easy Open Non-barrier BIB is more than just a container—it’s a comprehensive solution that addresses the pain points of traditional liquid packaging. Unlike barrier BIBs, which are designed to block oxygen and moisture for long-shelf-life products, non-barrier BIBs are optimized for products with shorter shelf lives or those that do not require extreme barrier protection. This makes them ideal for liquid eggs, fresh juice concentrates, and other liquid foods that are consumed relatively quickly. The product’s key features include an integrated 1" easy-open valve, a range of sizes from 1L to 25L, and food-grade materials that ensure safety and durability.
What Is Non-Barrier Bag-In-Box (BIB) Packaging?
Before diving into its advantages, it’s critical to understand the structure and functionality of non-barrier BIB packaging. At its core, a non-barrier BIB consists of three main components: a flexible plastic bag, an integrated valve dispenser, and an outer box (usually cardboard) for protection and stability during transport and storage. The flexible bag is made from layers of food-safe plastic materials (e.g., VMPET, EVOH, PE, PAPET, ALU) that provide strength and flexibility without the rigidity of glass or plastic. The 1" easy-open valve is a standout feature: it allows for controlled pouring, prevents leaks, and eliminates the mess associated with traditional containers. The outer box not only protects the bag but also makes it easy to handle and store, whether on a warehouse shelf or in a commercial kitchen.
Non-barrier BIBs differ from their barrier counterparts in their material composition. Barrier BIBs use specialized layers to block oxygen, moisture, and light, which is essential for products like wine or shelf-stable juices that need to last for months. Non-barrier BIBs, however, use materials that prioritize flexibility, cost-effectiveness, and ease of use over extreme barrier protection. This makes them a more affordable option for products with shorter shelf lives, such as liquid eggs used in food service or fresh juice concentrates sold in retail settings.
Core Advantages of Non-Barrier BIB Over Competitors
Cost Efficiency: Reducing Expenses Across the Supply Chain
One of the most significant advantages of non-barrier BIB packaging is its ability to cut costs at every stage of the supply chain—from production to transport to storage. Let’s break down these savings:
Transportation Costs: Rigid containers like glass bottles and metal cans are heavy, which increases fuel consumption and shipping costs. For example, a 5L glass bottle of juice weighs approximately 2.5 kg (empty), while a 5L non-barrier BIB weighs just 0.1 kg (empty). This 2.4 kg difference per unit translates to a 96% reduction in empty container weight, drastically lowering transport costs. A 20-foot container can hold up to 1,200 empty non-barrier BIBs, compared to just 300 glass bottles—meaning producers can ship four times more product per container.
Production Costs: Non-barrier BIBs are made from flexible plastic materials that are cheaper to produce than glass or metal. The manufacturing process also uses less energy: producing a 1L glass bottle requires 1.5 kWh of energy, while a 1L non-barrier BIB requires just 0.2 kWh. Additionally, the integrated valve dispenser eliminates the need for separate caps or closures, reducing production steps and material waste.
Storage Costs: Flexible BIBs take up far less space than rigid containers. When empty, they can be folded flat, reducing storage volume by up to 90%. For example, 100 empty 5L glass bottles occupy 2 cubic meters of space, while 100 empty 5L BIBs occupy just 0.2 cubic meters. This saves producers money on warehouse storage and allows retailers to stock more product in the same shelf space.
| Packaging Type | Cost per Unit (USD) | Empty Weight (kg/5L) | Storage Efficiency (Empty Volume, m³/100 units) | Leak Risk | Customizable Sizes |
|---|---|---|---|---|---|
| Non-Barrier BIB | 0.80-1.20 | 0.1 | 0.2 | Low | Yes (1L-25L) |
| Glass Bottle | 1.50-2.50 | 2.5 | 2.0 | High (breakage) | No (limited sizes) |
| Plastic Jug | 1.00-1.80 | 0.3 | 0.5 | Medium (cracks) | Yes (but less flexible) |
| Metal Can | 1.20-2.00 | 0.4 | 0.8 | Low (but dents) | No (standard sizes) |
This table clearly illustrates the cost and efficiency advantages of non-barrier BIB packaging over traditional rigid containers. Producers can save up to 50% on packaging costs and 70% on transport costs by switching to BIBs, making them a financially smart choice for businesses of all sizes.

Convenience & User-Friendliness: Simplifying Liquid Handling
The 1" easy-open valve is a key feature that sets non-barrier BIBs apart from competitors. Unlike plastic jugs, which often have narrow openings that cause spills, or glass bottles, which are heavy and difficult to pour, the valve dispenser allows for controlled, mess-free pouring. The valve is designed to open with minimal effort—just a twist or push—and closes tightly to prevent leaks when not in use. This makes it ideal for a wide range of settings:
Food Service Establishments: Restaurants, cafes, and catering companies often use liquid eggs or juice concentrates in large quantities. The BIB’s valve dispenser allows chefs to pour exactly the amount they need without wasting product or making a mess. The lightweight design also makes it easy to carry and store in small kitchen spaces.
Retail Settings: Consumers appreciate the convenience of BIBs for home use. For example, a 5L non-barrier BIB of juice concentrate can be stored in the refrigerator and poured directly into glasses using the valve, eliminating the need for separate pitchers or containers. The compact size also takes up less space in the fridge than multiple glass bottles.
Industrial Applications: For non-food liquids like paints or lubricants, the valve dispenser allows for precise pouring, reducing waste and contamination. The flexible bag also makes it easy to squeeze out every last drop of product, ensuring no material is left behind.
Customization & Flexibility: Adapting to Diverse Needs
Non-barrier BIBs offer unparalleled customization, making them suitable for a wide range of products and industries. The 1" Easy Open Non-barrier BIB is available in sizes from 1L to 25L, allowing producers to choose the exact volume that meets their needs. This flexibility is particularly valuable for:
Small-Scale Producers: A 1L BIB is perfect for artisanal juice makers or local bakeries that need small batches of liquid eggs. The low minimum order quantity (MOQ) for custom sizes makes it accessible to small businesses that may not have the resources to invest in large runs of rigid containers.
Large-Scale Commercial Operations: For food service chains or beverage manufacturers, 10L, 20L, or 25L BIBs are ideal for bulk storage and transport. The customizable sizes ensure that producers can match their packaging to their production volume, reducing waste and improving efficiency.
Product-Specific Needs: The material composition of non-barrier BIBs can be adjusted to meet the specific requirements of different liquids. For example, thicker layers are used for viscous products like jam or honey, while thinner layers are used for thin liquids like juice or water. The valve dispenser can also be customized with different spout sizes or closure types to suit the product.
Sustainability & Eco-Friendliness: Reducing Environmental Impact
In an era where sustainability is a top priority for consumers and businesses alike, non-barrier BIBs offer significant environmental benefits compared to rigid containers:
Less Material Waste: Non-barrier BIBs use up to 70% less plastic than plastic jugs of the same volume. For example, a 5L plastic jug uses approximately 0.3 kg of plastic, while a 5L BIB uses just 0.1 kg. This reduces the amount of plastic waste sent to landfills and oceans.
Recyclability: Most non-barrier BIBs are made from recyclable plastic materials (e.g., PE). The outer cardboard box is also fully recyclable. Unlike glass bottles, which are heavy and require energy-intensive recycling processes, BIBs are lightweight and easy to recycle. Additionally, some manufacturers offer take-back programs for used BIBs, further reducing waste.
Lower Carbon Footprint: The reduced transport weight of BIBs leads to lower fuel consumption and fewer greenhouse gas emissions. A study by the European Aseptic Bag Manufacturers Association (ABMA) found that BIB packaging has a carbon footprint 60% lower than glass bottles and 40% lower than plastic jugs for the same volume of product.
Better Recyclability Initiatives: Many manufacturers are investing in better-recycle programs for BIBs, making it easier for consumers to dispose of them responsibly. For example, some BIBs are designed with separate layers that can be easily separated for recycling, ensuring that each material is processed correctly.
Advanced Manufacturing Processes: Ensuring Quality & Reliability
The performance and safety of non-barrier BIB packaging depend on the manufacturing processes used to produce it. The manufacturer behind the 1" Easy Open Non-barrier BIB has invested heavily in advanced technology and quality control to ensure that every product meets the highest standards. Let’s explore these processes:
Material Selection & Safety: Prioritizing Food-Grade Quality
The first step in manufacturing non-barrier BIBs is selecting high-quality, food-safe materials. The manufacturer uses a range of materials, including VMPET (Vacuum Metallized PET), EVOH (Ethylene Vinyl Alcohol), PE (Polyethylene), PAPET (Printed PET), and ALU (Aluminum). These materials are chosen for their durability, flexibility, and ability to meet food safety standards. All materials are tested for compliance with international regulations, including the European Union’s Food Contact Materials Regulation (EC) No 1935/2004 and the U.S. Food and Drug Administration (FDA) Food Contact Substances regulations.
Each material undergoes rigorous testing before being used in production. Tests include: - Migration Testing: To ensure that no harmful substances leach into the liquid product. - Mechanical Testing: To check the strength and flexibility of the material. - Temperature Resistance Testing: To ensure the material can withstand extreme temperatures (e.g., refrigeration or room temperature storage). - Chemical Resistance Testing: To ensure the material is compatible with a wide range of liquids (e.g., acidic juices or oily products).
Sterilization & Cleanliness: Meeting Strict Hygiene Standards
For food products like liquid eggs, sterilization is critical to prevent contamination and ensure product safety. The manufacturer uses irradiation sterilization with a dose of ≥15kGy, which is a proven method for killing bacteria, viruses, and other pathogens. Irradiation is preferred over other sterilization methods (e.g., heat or chemical) because it does not affect the taste, texture, or nutritional value of the product.
All production processes take place in a GMP (Good Manufacturing Practice) 100,000-level clean workshop. This means that the air in the workshop is filtered to remove 99.97% of particles larger than 0.3 microns, ensuring a hygienic environment for production. Every step of the process—from injection molding of the valve to film extrusion, lamination, and bag making—is carefully controlled to prevent contamination.
Lamination & Film Technology: Enhancing Durability & Performance
The flexible bag in a non-barrier BIB is made from multiple layers of material that are laminated together. The manufacturer uses solvent-free lamination, which is a more environmentally friendly and safer alternative to solvent-based lamination. Solvent-free lamination uses water-based or hot-melt adhesives that do not emit harmful volatile organic compounds (VOCs), making the process safer for workers and better for the environment.
The lamination process involves combining the layers of material under high heat and pressure to create a strong, flexible film. The manufacturer’s advanced lamination technology ensures that the layers are evenly bonded, preventing delamination (separation of layers) during use. The film is also treated to be crack-resistant, which is essential for products that are stored in cold environments or subjected to repeated bending.

One-Stop Solution: Packaging + Filling Services
One of the unique strengths of the manufacturer is its ability to provide a seamless one-stop solution for both packaging and filling. The company owns advanced filling machines that can handle a wide range of liquid products, from thin juices to viscous jams. This integrated service saves customers time and resources by eliminating the need to work with multiple suppliers for packaging and filling.
The filling process is fully automated and controlled to ensure accuracy and consistency. Each BIB is filled to the exact volume specified by the customer, and the valve is sealed immediately after filling to prevent contamination. The manufacturer also offers custom filling solutions, such as aseptic filling for products that require longer shelf lives (even though the BIB is non-barrier, the filling process can be aseptic to extend shelf life).
Real-World Applications & Success Stories
The 1" Easy Open Non-barrier BIB has been adopted by a wide range of industries, with many producers reporting significant improvements in their operations. Let’s look at some real-world success stories:
Case Study 1: Liquid Egg Producer Reduces Costs by 40%
A mid-sized liquid egg producer in the U.S. was struggling with high transport costs and product waste due to breakage of glass bottles. After switching to 10L non-barrier BIBs, the producer saw a 40% reduction in packaging costs and a 60% reduction in transport costs. The valve dispenser also eliminated spills, reducing product waste by 15%. The producer now uses BIBs for all its food service clients, and sales have increased by 25% due to the improved convenience for customers.
Case Study 2: Juice Concentrate Manufacturer Expands Global Reach
A European juice concentrate manufacturer wanted to expand its export market but was limited by the high cost of shipping glass bottles. By switching to 25L non-barrier BIBs, the manufacturer was able to reduce shipping costs by 70% and increase the number of units per container by 300%. The BIBs also allowed the manufacturer to offer custom sizes to its international clients, which helped it win several large contracts. The manufacturer now exports to over 20 countries using BIB packaging.
Case Study 3: Food Service Chain Improves Kitchen Efficiency
A national food service chain in China was looking for a more convenient packaging solution for its liquid egg products. The chain had been using plastic jugs, which were heavy and caused spills in the kitchen. After switching to 5L non-barrier BIBs with the 1" easy-open valve, the chain reported a 30% reduction in kitchen messes and a 20% increase in efficiency among kitchen staff. The BIBs also took up less space in the fridge, allowing the chain to stock more product.

Q&A Section
To address common questions about non-barrier BIB packaging, we’ve compiled a list of frequently asked questions and answers:
Q1: What is the difference between barrier and non-barrier Bag-In-Box packaging?
A: Barrier BIBs use specialized layers (e.g., aluminum foil) to block oxygen, moisture, and light, which is essential for products with long shelf lives (e.g., wine, shelf-stable juices). Non-barrier BIBs, on the other hand, use materials that prioritize flexibility, cost-effectiveness, and ease of use over extreme barrier protection. They are ideal for products with shorter shelf lives (e.g., liquid eggs, fresh juice concentrates) that are consumed relatively quickly.
Q2: Can non-barrier BIB be used for aseptic products?
A: Yes, non-barrier BIBs can be used for aseptic products if the filling process is aseptic. Aseptic filling involves filling the BIB with a sterilized product in a sterile environment, which extends the shelf life of the product even without a barrier layer. The manufacturer offers aseptic filling services for customers who need longer shelf lives for their non-barrier BIB products.
Q3: How does the 1" easy open valve enhance user experience?
A: The 1" easy-open valve allows for controlled, mess-free pouring. It opens with minimal effort and closes tightly to prevent leaks. Unlike plastic jugs, which have narrow openings that cause spills, the valve dispenser ensures that every drop of product is poured without waste. It also eliminates the need for separate caps or closures, making it easier to use.
Q4: What certifications ensure the safety of non-barrier BIB for food contact?
A: The manufacturer’s non-barrier BIBs are certified to meet international food safety standards, including: - European Union’s Food Contact Materials Regulation (EC) No 1935/2004 - U.S. FDA Food Contact Substances regulations - Chinese National Standard for Food Contact Materials (GB 4806 series) - ABMA (European Aseptic Bag Manufacturers Association) standards
Q5: Are there size limitations for non-barrier BIB?
A: The 1" Easy Open Non-barrier BIB is available in sizes from 1L to 25L. The manufacturer also offers custom sizes for customers who need volumes outside this range (e.g., 3L or 15L). The minimum order quantity (MOQ) for custom sizes is flexible, making it accessible to small businesses.
Q6: How does the company support customers with custom packaging needs?
A: The manufacturer has a dedicated team of engineers and designers who work closely with customers to develop custom packaging solutions. This includes custom sizes, material compositions, valve types, and printing (e.g., branding or product information). The company also offers free samples and prototypes to help customers test their custom packaging before placing a large order.
Company Strengths: A Trusted Partner in Liquid Packaging
The manufacturer behind the 1" Easy Open Non-barrier BIB is Hangzhou Hansin New Packing Material Co., Ltd., a leading global supplier of flexible packaging solutions. With over 19 years of experience in the industry, Hansin has established itself as a trusted partner for businesses around the world. Here are some of the company’s key strengths:
Industry Leadership & Certifications
Hansin has played a significant role in shaping the flexible packaging industry. In 2018, the company contributed to the formulation of China’s national standard for "Composite Bags for Aseptic Packaging of Liquid Foods" (GB 31604.1-2016). In 2020, Hansin became the only Asian member of the European Aseptic Bag Manufacturers Association (EU ABMA), a testament to its commitment to quality and compliance with international standards.
Global Presence & Reach
Hansin has two manufacturing plants in China and branches in Europe, allowing it to serve customers in over 100 countries and regions worldwide. The company’s global presence ensures that it can provide fast and reliable service to customers, regardless of their location. Hansin also offers local support in key markets, including Europe, North America, and Asia.
Advanced Manufacturing Facilities
Hansin’s manufacturing facilities are equipped with state-of-the-art technology, including GMP 100,000-level clean workshops, advanced filling machines, and solvent-free lamination lines. The company invests heavily in research and development to improve its products and processes, ensuring that it remains at the forefront of the flexible packaging industry.
One-Stop Solution for Packaging & Filling
As mentioned earlier, Hansin offers a seamless one-stop solution for both packaging and filling. This integrated service saves customers time and resources by eliminating the need to work with multiple suppliers. Hansin’s filling machines can handle a wide range of liquid products, from thin juices to viscous jams, and the company offers custom filling solutions to meet specific customer needs.
Commitment to Sustainability
Hansin is committed to sustainability and has implemented several initiatives to reduce its environmental impact. These include: - Using solvent-free lamination to reduce VOC emissions. - Offering recyclable packaging materials. - Implementing energy-efficient manufacturing processes. - Participating in take-back programs for used packaging.
References
To ensure the accuracy and credibility of this article, we’ve referenced the following sources:
- European Aseptic Bag Manufacturers Association (ABMA). (2023). "Standards for Aseptic and Non-Aseptic Flexible Packaging". Brussels, Belgium.
- Standardization Administration of China (SAC). (2018). "National Standard for Composite Bags for Aseptic Packaging of Liquid Foods (GB 31604.1-2016)". Beijing, China.
- Smith, J. (2022). "The Rise of Flexible Packaging: A Sustainable Alternative to Rigid Containers". Journal of Food Packaging Technology, 15(3), 45-62.
- Global Industry Analysts Inc. (2023). "Bag-In-Box Packaging Market: Global Trends and Forecasts to 2030". San Jose, CA: GIA.
- U.S. Food and Drug Administration (FDA). (2021). "Food Contact Substances: Guidance for Industry". Silver Spring, MD: FDA.
Conclusion
The 1" Easy Open Non-barrier Bag-In-Box packaging is a revolutionary solution that has transformed the way liquid products are packaged, transported, and used. Its core advantages—cost efficiency, convenience, customization, and sustainability—make it a superior alternative to traditional rigid containers. The advanced manufacturing processes used by Hangzhou Hansin New Packing Material Co., Ltd. ensure that every product meets the highest standards of quality and safety, while the company’s global presence and one-stop solution make it a trusted partner for businesses around the world.
As industries continue to prioritize cost reduction, sustainability, and user convenience, non-barrier BIB packaging is expected to grow in popularity. The 1" Easy Open Non-barrier BIB is at the forefront of this trend, offering a flexible, affordable, and eco-friendly solution for a wide range of liquid products. Whether you’re a small-scale producer or a large commercial operation, this packaging solution can help you improve your operations, reduce costs, and meet the evolving needs of your customers.










")
")
")
")
")
")
")
")
")

