 中文简体
中文简体 英语
英语 西班牙语
西班牙语 俄语
俄语 葡萄牙语
葡萄牙语 法语
法语 德语
德语 意大利语
意大利语



The global liquid packaging industry is undergoing a transformative shift, driven by the need for efficient, safe, and sustainable solutions that balance product integrity with cost-effectiveness. Among the key innovations reshaping this landscape are Intermediate Bulk Container (IBC) liners—flexible, form-fitting bags designed to line rigid IBCs, offering a protective barrier for a wide range of liquid products. These liners have emerged as a game-changer, addressing longstanding challenges such as product contamination, shelf life limitations, and environmental impact. In this comprehensive guide, we explore the critical role of advanced IBC liners, their key features, manufacturing excellence, competitive advantages, and real-world applications, providing insights into how they are revolutionizing liquid packaging across industries.

What Are IBC Liners and Why They Matter?
IBC liners are flexible, single-use or reusable bags that fit inside rigid intermediate bulk containers (IBCs), which typically hold 500 to 3,875 liters of liquid or semi-liquid products (Source: European Aseptic Bag Manufacturers Association, ABMA). Unlike rigid IBCs alone, these liners act as a secondary barrier between the product and the container, preventing contamination, reducing product loss, and simplifying cleaning processes. Their importance in the supply chain cannot be overstated:
First, they protect sensitive products from external factors like moisture, oxygen, and light—elements that can degrade quality, flavor, and shelf life. For example, juice concentrates, which are highly perishable, rely on robust barriers to maintain their nutritional value and taste over extended periods.
Second, IBC liners minimize product waste. Rigid IBCs often retain residual product after emptying, but liners can be removed and disposed of (or recycled) without leaving traces, maximizing yield for manufacturers.
Third, they enhance sustainability. Flexible liners use less material than rigid containers, reducing carbon footprints associated with transportation (since they are lighter) and disposal (since they occupy less space in landfills or can be recycled).
Market demand for IBC liners is growing rapidly, fueled by the expansion of the food and beverage, pharmaceutical, and chemical industries. According to a 2023 report by Grand View Research, the global IBC liner market is projected to reach $2.8 billion by 2030, with a compound annual growth rate (CAGR) of 5.2% from 2023 to 2030—driven by the need for aseptic packaging solutions and the shift toward sustainable packaging alternatives.
Definition of IBC Liners
At their core, IBC liners are flexible bags made from multi-layered plastic films, engineered to meet specific performance requirements such as barrier protection, aseptic safety, and compatibility with different products. They are designed to fit snugly inside standard IBCs, with features like spouts for easy filling and emptying, and closures to prevent leakage. Some liners are form-fitting (tailored to exact IBC dimensions), while others are more flexible—though form-fitting options offer superior protection by eliminating air pockets that could lead to product degradation.
Role in Liquid Packaging Supply Chain
IBC liners play a critical role in streamlining the liquid packaging supply chain: they reduce the need for frequent cleaning of rigid IBCs (which is time-consuming and costly), enable bulk transportation of products without compromising quality, and facilitate efficient filling and emptying processes. For manufacturers, this translates to lower operational costs, higher productivity, and improved customer satisfaction.
Key Features of Modern IBC Liners
Advanced IBC liners are engineered with cutting-edge materials and design features to address the most pressing challenges in liquid packaging. Below are the key features that set them apart:
Material Science Advancements
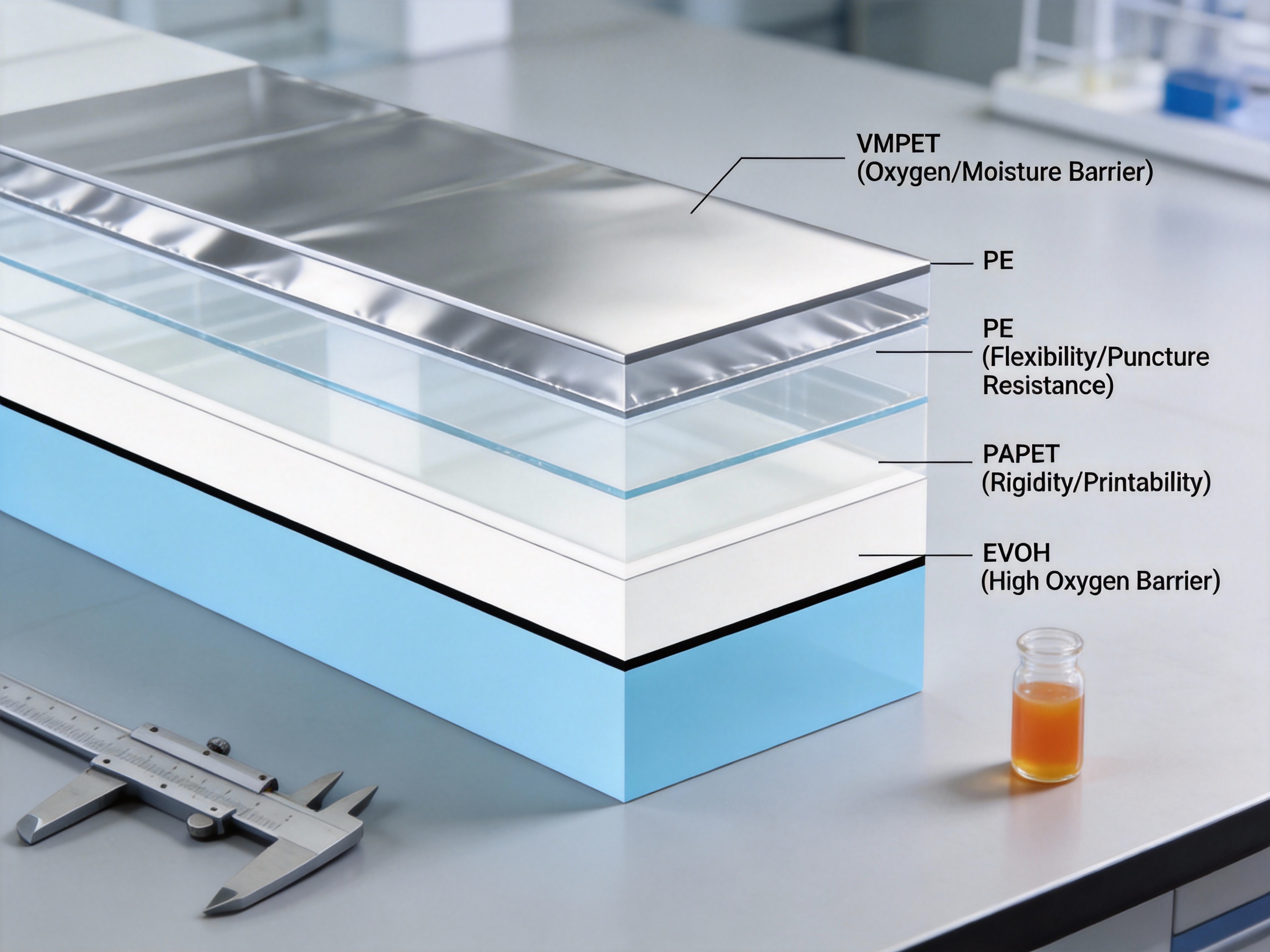
The performance of an IBC liner hinges on its material structure. Modern liners use multi-layered films that combine different polymers to achieve optimal barrier properties, flexibility, and durability. One leading material structure used in high-performance liners is VMPET/PE/PAPET/EVOH— a combination of:
- VMPET (Vacuum Metallized PET): Provides excellent oxygen and moisture barrier, as well as light protection.
- PE (Polyethylene): Offers flexibility, puncture resistance, and chemical compatibility.
- PAPET (Paper-PET Composite): Enhances rigidity and printability (for branding or product information).
- EVOH (Ethylene Vinyl Alcohol): Delivers superior oxygen barrier, critical for preserving the quality of oxygen-sensitive products like juice concentrates and wine.
This multi-layered structure ensures that the liner can withstand harsh transport conditions while protecting the product from external contaminants.
Solvent-Free Lamination
A key advancement in liner manufacturing is solvent-free lamination. Unlike traditional solvent-based lamination, which uses harmful chemicals like toluene or ethyl acetate, solvent-free lamination uses water-based or 100% solid adhesives. This process eliminates the risk of chemical residue in the liner, ensuring compliance with food safety standards (e.g., FDA 21 CFR Part 177 and EU Regulation 1093/2011). Additionally, solvent-free lamination produces stronger bonds between layers, enhancing the liner’s durability and barrier performance—critical for maintaining product integrity during long-term storage and transport.
Barrier Performance
Barrier performance is the most critical feature of an IBC liner, as it directly impacts product shelf life. Modern liners offer two main barrier options:
- Standard Barrier: Suitable for non-perishable products like water or non-food liquids (e.g., detergents). It provides basic protection against moisture and dust.
- High Barrier: Designed for perishable or oxygen-sensitive products like juice concentrates, sauces, and pharmaceuticals. It uses EVOH or other high-barrier polymers to block oxygen and moisture ingress, extending shelf life by up to 12–18 months.
According to ABMA standards, high-barrier IBC liners must have an oxygen transmission rate (OTR) of ≤0.5 cm³/m²·day at 23°C and 0% RH, and a water vapor transmission rate (WVTR) of ≤0.1 g/m²·day at 38°C and 90% RH. These strict standards ensure that the liner can protect even the most sensitive products.
Aseptic Capabilities
Aseptic IBC liners are designed to maintain the sterility of products that require no refrigeration (e.g., aseptic juice concentrates). The key to their aseptic performance is twofold:
Irradiation Sterilization
Leading manufacturers use irradiation sterilization (gamma or electron beam) to ensure that liners are free of microbial contamination. The standard dose is ≥15 kGy, which is sufficient to kill all bacteria, viruses, and fungi. This method is preferred over chemical sterilization (e.g., ethylene oxide) because it leaves no residual chemicals and is more effective for large-volume liners.
Compliance with ABMA Standards
Aseptic IBC liners must comply with the European Aseptic Bag Manufacturers Association (ABMA) standards, which are recognized globally as the gold standard for aseptic packaging. ABMA certification ensures that the liner is manufactured in a controlled environment, sterilized properly, and tested for sterility and barrier performance. One leading manufacturer is the only Asian member of ABMA, giving it access to the latest global standards and best practices.
Customization for Diverse Applications
Modern IBC liners are highly customizable to meet the unique needs of different products and industries. Key customization options include:
- Size Flexibility: Liners are available in sizes ranging from 1000 to 1500 liters, tailored to the exact dimensions of standard IBCs. This ensures a snug fit and minimizes air pockets.
- Spout Integration: Liners can be equipped with a variety of spouts (e.g., 50mm, 100mm) to facilitate easy filling and emptying. Spouts are often made from food-grade plastic and are compatible with standard filling equipment.
- Bag Type: Most advanced liners are “bag with spout” designs, which allow for efficient product transfer without contamination.
- Film Advantages: Leading liners use films with “top flex crack resistance,” which means they can withstand repeated flexing during transport without cracking or leaking. This is critical for ensuring product safety during long-distance shipments.
Advantages Over Traditional Liquid Packaging Solutions
Advanced IBC liners offer significant advantages over traditional liquid packaging solutions, including rigid IBCs and standard flexible bags. Below is a comparison of key features:
| Feature | Advanced IBC Liner | Traditional Rigid IBC | Standard Flexible Bag |
|---|---|---|---|
| Barrier Protection | VMPET/PE/PAPET/EVOH multi-layer (standard/high barrier) | Minimal (no secondary barrier) | Basic (single or dual layer) |
| Aseptic Capability | Irradiation sterilization (≥15kGy), ABMA compliant | Requires manual cleaning (high contamination risk) | Limited (no standardized sterilization) |
| Material Lamination | Solvent-free (food-safe) | N/A (rigid) | Solvent-based (potential chemical residue) |
| Size Flexibility | 1000-1500 Lt (customizable) | Fixed (limited to IBC size) | Limited (up to 500 Lt) |
| Waste Reduction | Minimal residual product (≤0.1%) | High residual (5-10%) | Moderate (2-5%) |
| Sustainability | Recyclable (Better-recycle certified), lightweight | Heavy (high transport emissions), non-recyclable in some regions | Lightweight but low barrier |
Comparison with Rigid Containers
Rigid IBCs are bulky, heavy, and require frequent cleaning—all of which increase operational costs. Advanced IBC liners address these issues by:
- Reducing Transport Costs: Liners are lightweight, so they reduce the total weight of the IBC, lowering fuel consumption and transport costs.
- Minimizing Cleaning Costs: Liners are single-use (or recyclable), so there’s no need to clean the rigid IBC after each use. This saves time and labor costs.
- Enhancing Product Safety: Liners act as a barrier between the product and the rigid IBC, preventing contamination from residual product or cleaning chemicals.
Edge Over Standard Flexible Bags
Standard flexible bags are often used for small-volume liquid packaging, but they lack the barrier performance and durability of advanced IBC liners. Key advantages of IBC liners include:
- Higher Barrier Performance: Multi-layered films provide superior protection against oxygen and moisture, extending shelf life.
- Form-Fit Design: Form-fitting liners eliminate air pockets, reducing the risk of product oxidation and bacterial growth.
- Compatibility with Bulk Transport: Liners are designed to fit inside standard IBCs, making them suitable for bulk transportation of liquid products.
Competitive Edge in Aseptic Segment
Aseptic IBC liners are a key growth area in the liquid packaging market, and advanced liners offer a competitive edge over non-aseptic options. Key advantages include:
- Sterilization Reliability: Irradiation sterilization (≥15kGy) ensures that liners are free of microbial contamination, even for large-volume products.
- Global Compliance: ABMA certification ensures that liners meet the highest global standards for aseptic packaging, making them suitable for export to Europe, North America, and other regions.
- Longer Shelf Life: High-barrier materials extend the shelf life of aseptic products by up to 18 months, reducing waste and increasing customer satisfaction.
Advanced Manufacturing Processes for IBC Liners
The quality of an IBC liner depends on the manufacturing process. Leading manufacturers use state-of-the-art facilities and processes to ensure that liners meet the highest standards of quality and safety.
Cleanroom Production
Advanced IBC liners are manufactured in GMP (Good Manufacturing Practices) 100,000-level cleanrooms. These cleanrooms are designed to control airborne particles, temperature, and humidity, ensuring that liners are produced in a sterile environment. Key features of these cleanrooms include:
- HEPA Filters: High-efficiency particulate air filters remove 99.97% of airborne particles (≥0.3 microns).
- Staff Gowning: All staff must wear sterile gowns, masks, gloves, and booties to prevent contamination.
- Daily Cleaning Protocols: Cleanrooms are cleaned daily with sterile solutions to maintain a contamination-free environment.
The cleanroom production process ensures that liners are free of microbial contamination, making them suitable for food and pharmaceutical applications.
Integrated Supply Chain & One-Stop Solutions
Leading manufacturers offer a one-stop solution for liquid packaging, combining liner production with filling services. This integrated approach provides several benefits for customers:
- Seamless Process: Customers can order liners and filling services from a single supplier, reducing the number of vendors and simplifying the supply chain.
- Cost Savings: Integrated services eliminate the need for separate filling equipment and labor, reducing operational costs.
- Quality Control: Manufacturers can control the entire process from liner production to filling, ensuring that products meet the highest quality standards.
One leading manufacturer owns advanced filling machines that can handle a wide range of liquid products, from juice concentrates to chemicals. This allows customers to receive high-quality packaging and filling services under one roof.
End-to-End Quality Control
Quality control is a critical part of the manufacturing process. Leading manufacturers implement rigorous quality control measures at every stage of production:
- Raw Material Testing: All raw materials (e.g., polymers, adhesives) are tested for purity and compliance with food safety standards.
- Film Testing: Multi-layer films are tested for barrier performance (OTR and WVTR), puncture resistance, and flexibility.
- Liner Testing: Finished liners are tested for leakage, sterility, and compatibility with the product.
- Batch Testing: Each batch of liners is tested to ensure consistency and compliance with ABMA standards.

Sustainability in Manufacturing
Sustainability is a top priority for leading IBC liner manufacturers. Key initiatives include:
Better-Recycle Certified Liners
Leading manufacturers offer “Better-recycle” certified liners, which are designed to be easily recyclable. These liners use materials that can be processed in standard recycling facilities, reducing plastic waste in landfills. The Better-recycle certification ensures that liners meet strict recyclability standards, including:
- Compatibility with existing recycling infrastructure.
- Low contamination risk during recycling.
- High recovery rate of raw materials.
Energy-Efficient Processes
Manufacturers use energy-efficient equipment and processes to reduce their carbon footprint. For example, solvent-free lamination uses less energy than solvent-based lamination, and cleanrooms are equipped with energy-efficient HVAC systems. Additionally, manufacturers use renewable energy sources (e.g., solar power) to power their facilities, further reducing their environmental impact.
Real-World Applications
Advanced IBC liners are used in a wide range of industries, from food and beverage to chemicals. Below are some key applications:
Food & Beverage Industry
The food and beverage industry is the largest user of IBC liners, as it requires safe, aseptic packaging for perishable products. Key applications include:
Juice Concentrates
Juice concentrates are highly perishable and require aseptic packaging to maintain their nutritional value and taste. Advanced IBC liners with high-barrier EVOH layers protect juice concentrates from oxygen and moisture, extending their shelf life by up to 18 months. Form-fitting liners ensure that the entire product is emptied, reducing waste.
Condiments & Sauces
Condiments like ketchup, mayonnaise, and soy sauce are often transported in bulk using IBC liners. High-barrier liners protect these products from oxidation and spoilage, while spout integration allows for easy filling and emptying. Solvent-free lamination ensures that there is no chemical residue, making the liners safe for food contact.
Wine & Spirits
Wine and spirits are sensitive to oxygen and light, so they require high-barrier liners. Advanced IBC liners with VMPET layers provide excellent light protection, while EVOH layers block oxygen ingress. This ensures that the wine or spirit maintains its flavor and aroma during transport and storage.
Non-Food Liquid Applications
IBC liners are also used in non-food industries, where they provide safe, cost-effective packaging for a wide range of products. Key applications include:
Paint & Coatings
Paint and coatings are often transported in bulk using IBC liners. Liners with anti-static properties prevent static electricity buildup, which can cause fires or explosions. High-barrier liners protect paint from moisture and dust, ensuring that it remains usable for longer.
Chemicals
Chemicals like detergents, fertilizers, and lubricants require packaging that is compatible with their chemical properties. Advanced IBC liners are made from chemical-resistant polymers (e.g., PE) that can withstand contact with harsh chemicals. Form-fitting liners ensure that the entire product is emptied, reducing waste and environmental impact.
Pharmaceuticals
Pharmaceutical liquids like vaccines and antibiotics require aseptic packaging to maintain their efficacy. Advanced IBC liners with irradiation sterilization (≥15kGy) ensure that the product remains sterile during transport and storage. ABMA certification ensures that the liners meet the highest global standards for pharmaceutical packaging.

Q&A Section
Below are answers to common questions about advanced IBC liners:
Common Questions About IBC Liners
Q1: What is the shelf life extension offered by aseptic IBC liners compared to non-aseptic options?
A: Aseptic IBC liners, when paired with proper sterilization (≥15kGy irradiation) and high-barrier materials like EVOH, can extend product shelf life by up to 12–18 months for liquid foods such as juice concentrates. Non-aseptic liners typically offer a shelf life of 3–6 months, as they do not provide the same level of microbial protection or barrier performance.
Q2: Are form-fit IBC liners compatible with all standard IBC containers?
A: Yes. Form-fit liners are tailored to the exact dimensions of standard IBCs (e.g., 1000-liter IBCs). Leading manufacturers offer custom sizing to fit non-standard IBCs, ensuring a snug fit and optimal performance.
Q3: How do solvent-free lamination processes benefit product safety?
A: Solvent-free lamination eliminates the use of harmful solvents (e.g., toluene) during film production. This reduces the risk of chemical residue in the liner, ensuring compliance with food safety standards (e.g., FDA and EU regulations). Additionally, solvent-free lamination produces stronger bonds between film layers, enhancing the liner’s durability and barrier performance.
Q4: Can IBC liners be customized for high-viscosity products like jams or sauces?
A: Yes. Leading manufacturers offer custom spout designs (e.g., wide 100mm spouts) to facilitate easy filling and emptying of high-viscosity products. Additionally, liners can be made with thicker films to withstand the pressure of high-viscosity liquids during transport.
Q5: What certifications are required for IBC liners used in food applications?
A: For food contact, IBC liners must comply with: 1) FDA 21 CFR Part 177 (U.S.), 2) EU Regulation 1093/2011 (Europe), and 3) ABMA standards (for aseptic applications). Leading manufacturers also adhere to GMP for cleanroom production to ensure food safety.










")
")
")
")
")
")
")
")
")

