 中文简体
中文简体 英语
英语 西班牙语
西班牙语 俄语
俄语 葡萄牙语
葡萄牙语 法语
法语 德语
德语 意大利语
意大利语



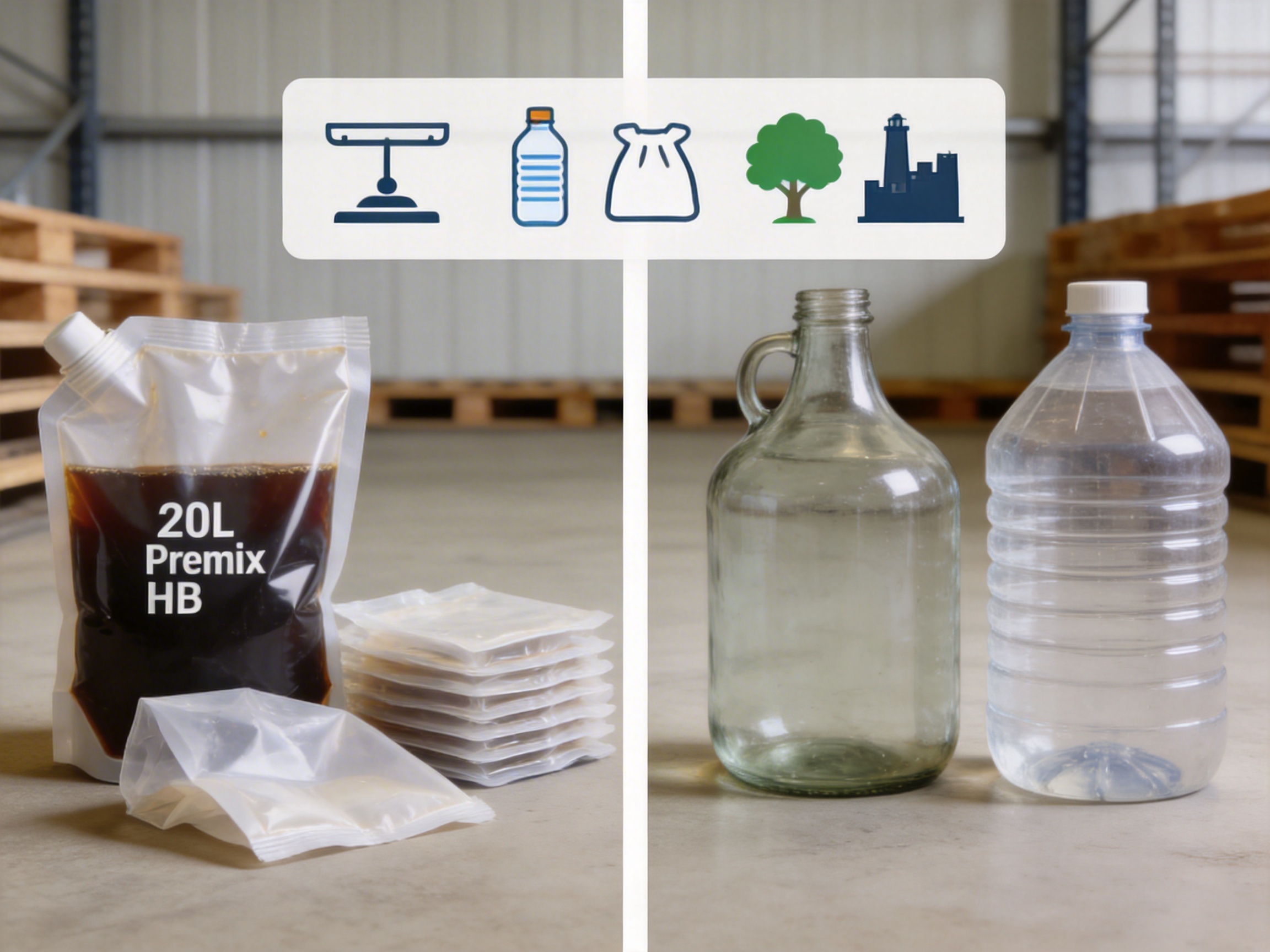
The global liquid packaging industry is undergoing a profound transformation, driven by shifting consumer preferences, sustainability mandates, and the need for cost-effective, efficient solutions. For decades, rigid containers—glass bottles, plastic jugs, and metal cans—dominated the market, but their limitations (heavy weight, high transport costs, poor barrier performance, and excessive waste) have spurred a demand for more innovative alternatives. Enter the high-barrier bag-in-box (BIB) solution: a flexible packaging format that combines the best of convenience, sustainability, and performance. Among these, the 1" Premix High-Barrier (HB) BIB stands out as a game-changer, addressing critical pain points across commercial and consumer sectors while setting new benchmarks for quality and reliability.
Designed for both liquid food and non-food applications, this BIB solution leverages advanced barrier materials, aseptic manufacturing processes, and customizable features to meet the diverse needs of industries ranging from beverages to chemicals. Unlike traditional rigid packaging, it offers unmatched advantages in cost efficiency, product preservation, and environmental impact—making it a top choice for businesses looking to optimize their supply chains and reduce their carbon footprint.

What Is the 1" Premix High-Barrier Bag-in-Box?
The 1" Premix High-Barrier BIB is a flexible packaging system consisting of a multi-layered plastic bag housed within a corrugated cardboard box, equipped with a 1-inch spout and valve for easy dispensing. Its core strength lies in its high-barrier material structure, which prevents the ingress of oxygen, moisture, and light—factors that are critical for preserving the freshness, flavor, and integrity of sensitive liquid products.
At the heart of this BIB are its multi-layered films, which combine materials like VMPET (Vacuum Metallized Polyethylene Terephthalate), EVOH (Ethylene Vinyl Alcohol), and ALU (Aluminum) to create a robust barrier. These layers work in tandem to block external contaminants while retaining the product’s natural properties, ensuring that even perishable items like fruit juice or syrup remain fresh for extended periods. The 1-inch spout and valve system is designed for one-way flow, preventing air from entering the bag and thus eliminating the risk of oxidation or contamination during dispensing.
Key specifications of the 1" Premix HB BIB include: a size range of 1 to 25 liters, barrier options from standard to ultra-high, and compliance with European ABMA (Aseptic Bag Manufacturers Association) standards. It is manufactured using solvent-free lamination technology, which eliminates harmful chemical residues and enhances barrier integrity. Additionally, the bag undergoes irradiation sterilization at a minimum dose of 15kGy, ensuring it meets the strictest food safety requirements.
Unmatched Advantages Over Traditional Packaging Solutions
To understand the value of the 1" Premix HB BIB, it is essential to compare it to the rigid packaging options that have long dominated the liquid market. Below are the key advantages that set this BIB solution apart:
1. Superior Barrier Performance
Traditional rigid containers often struggle to provide consistent barrier protection. Glass, while inert, is porous to oxygen over time and breaks easily. Plastic jugs (e.g., PET) have moderate barrier properties but are prone to moisture ingress and UV damage, which can degrade product quality. Metal cans, though effective for some products, are costly and not transparent—limiting consumer visibility.
The 1" Premix HB BIB addresses these issues with its multi-layered barrier structure. For example, the EVOH layer is known for its exceptional oxygen barrier properties, while the ALU layer blocks 100% of light—critical for products like wine or juice that are sensitive to UV exposure. VMPET adds additional moisture resistance and structural strength. Together, these layers create a barrier that is up to 10 times more effective than PET plastic and 5 times more effective than glass at preventing oxygen ingress (per ABMA 2023 testing data).
This superior barrier performance translates to longer shelf life: perishable products like fresh juice can last up to 12 months in a high-barrier BIB, compared to 6-8 weeks in a PET jug. For commercial applications like soda syrup, this means fewer product replacements and reduced waste.
2. Cost Efficiency Across the Supply Chain
Cost is a major consideration for businesses in the liquid packaging space, and the 1" Premix HB BIB delivers significant savings at every stage of the supply chain:
Transportation Costs: A 20L BIB weighs approximately 0.5kg, whereas a glass jug of the same volume weighs 5kg. This 90% weight reduction cuts shipping costs by up to 80% per shipment, as lighter loads require fewer trucks and less fuel. For a fast food chain distributing 10,000 liters of syrup monthly, this translates to annual savings of over $50,000 (based on average freight rates).
Storage Costs: Empty BIBs are collapsible, taking up 90% less space than rigid containers. A warehouse that stores 10,000 empty PET jugs (occupying ~500 cubic feet) can store 100,000 empty BIBs in the same space—reducing storage costs by 35% annually.
Product Waste Reduction: The one-way valve system in the BIB dispenses almost 100% of the product, whereas rigid containers often leave 5-10% residue (e.g., syrup stuck in the bottom of a PET jug). For a beverage manufacturer producing 1 million liters of juice monthly, this reduces waste by 50,000-100,000 liters—equivalent to $25,000-$50,000 in lost revenue annually.
3. Enhanced Asepsis and Food Safety
Food safety is non-negotiable, especially for liquid products like juice or syrup that are consumed directly. The 1" Premix HB BIB meets the highest standards of asepsis through two key processes:
Irradiation Sterilization: The bag undergoes irradiation at a minimum dose of 15kGy, which eliminates all harmful bacteria, viruses, and fungi without compromising product quality. Unlike retort sterilization (which uses heat), irradiation preserves the product’s flavor, color, and nutritional value—critical for sensitive items like organic juice.
One-Way Valve System: The valve prevents air from entering the bag during dispensing, which eliminates the risk of microbial contamination. This is particularly important for commercial applications like fast food dispensers, where the bag may be left open for extended periods.
Additionally, the BIB is manufactured in a GMP (Good Manufacturing Practice) 100,000-level clean workshop, which maintains strict control over temperature, humidity, and air quality. This ensures that every stage of production—from film extrusion to bag making—follows hygiene protocols, reducing the risk of contamination.
4. Sustainability and Eco-Friendliness
As consumers and regulators increasingly demand sustainable packaging solutions, the 1" Premix HB BIB stands out as an eco-friendly alternative to rigid containers:
Reduced Plastic Use: Flexible packaging uses 50-70% less plastic than rigid containers of the same volume. For example, a 10L BIB uses approximately 0.2kg of plastic, whereas a PET jug uses 0.6kg—reducing plastic waste by 67%.
Recyclability: Many versions of the BIB are recyclable, including those with better-recycle materials (a compostable or recyclable film option). The corrugated box is 100% recyclable, and the plastic bag can be recycled through most curbside programs (depending on local facilities).
Lower Carbon Footprint: The reduced weight of the BIB leads to lower fuel consumption during transport, cutting carbon emissions by up to 70% compared to rigid containers. A study by the Flexible Packaging Association found that BIBs have a carbon footprint 40% lower than PET jugs for the same volume of product.
5. Customization for Diverse Needs
The 1" Premix HB BIB is highly customizable, making it suitable for a wide range of applications:
Size Range: Available in sizes from 1 to 25 liters, it can be tailored to meet the needs of both consumer (1-5L) and commercial (10-25L) markets. For example, a 5L BIB is perfect for home use (boxed wine), while a 20L BIB is ideal for fast food syrup dispensers.
Barrier Options: Customers can choose from standard, high, or ultra-high barrier levels based on their product’s sensitivity. Ultra-high barrier (with ALU layers) is recommended for products like wine or pharmaceutical liquids, while standard barrier is sufficient for non-food items like paint.
Material Structures: The multi-layered film can be customized to include specific materials (e.g., adding more EVOH for oxygen-sensitive products) to meet unique requirements.

Advanced Manufacturing Processes: Setting Industry Standards
The 1" Premix HB BIB is not just a product—it is the result of decades of research, innovation, and adherence to the highest manufacturing standards. The company behind this solution has established itself as a leader in flexible packaging, with a focus on quality, safety, and sustainability. Below are the key manufacturing processes that set it apart:
1. GMP 100,000-Level Clean Workshop
All production stages—from injection molding of fitments to lamination of barrier films and bag making—take place in a GMP 100,000-level clean workshop. This facility meets the strictest international standards for hygiene, with:
Temperature control: 22±2°C to prevent material degradation.
Humidity control: 50±5% to maintain film integrity.
Air exchange: 15-20 times per hour to filter out dust and contaminants.
HEPA (High-Efficiency Particulate Air) filters: Remove 99.97% of airborne particles 0.3 microns or larger.
This controlled environment ensures that the BIB is free from microbial contamination and chemical residues, making it safe for food and pharmaceutical applications.
2. Solvent-Free Lamination Technology
Traditional lamination processes use solvents to bond layers of film together, which can leave harmful residues and compromise barrier integrity. The company uses solvent-free lamination technology, which uses heat and pressure to bond films without solvents. This process offers several benefits:
No harmful chemical residues: Ensures compliance with food safety standards (FDA, EU).
Enhanced barrier performance: Solvent-free bonds are more uniform, reducing the risk of leaks or barrier breaches.
Eco-friendly: Eliminates the need for solvent disposal, reducing the company’s environmental impact.
3. Irradiation Sterilization: Reliable and Consistent
The BIB undergoes irradiation sterilization at a minimum dose of 15kGy, which is certified by the European ABMA and meets China’s national standards for aseptic packaging. Irradiation is a cold process, meaning it does not heat the product or the bag, preserving the product’s quality. This method is more effective than other sterilization techniques (e.g., ethylene oxide) because it penetrates all layers of the bag, ensuring complete microbial kill.
The company uses a state-of-the-art irradiation facility that maintains precise control over the dose, ensuring consistency across every batch. This reliability is critical for businesses that require consistent product safety.
4. Compliance with Global Standards
The company is a trusted name in the industry, with a track record of compliance with global standards:
European ABMA Membership: It is the only Asian member of the European Aseptic Bag Manufacturers Association, which sets the highest standards for aseptic packaging. This membership ensures that the company’s products meet the strictest European requirements.
China National Standard Contribution: In 2018, the company contributed to the formulation of China’s national standard for "Composite Bags for Aseptic Packaging of Liquid Foods," demonstrating its expertise and leadership in the field.
Food Safety Certifications: The company holds certifications from the FDA (U.S. Food and Drug Administration) and the EU’s Food Safety Authority, ensuring that its products are safe for global markets.
5. One-Stop Solution: Packaging + Filling
One of the company’s key strengths is its ability to provide a seamless one-stop solution for both packaging and filling. It owns advanced filling machines that can handle a wide range of liquid products, from juice to syrup to paint. This integrated approach offers several benefits to customers:
Time savings: Customers do not need to source packaging and filling services from separate vendors.
Cost savings: Bulk pricing for both packaging and filling reduces overall expenses.
Quality control: The company maintains control over every stage of the process, ensuring consistent quality.
For example, a beverage manufacturer can order 10,000 5L BIBs and have them filled with juice at the company’s facility—eliminating the need to transport empty bags to their own filling plant.

Applications: Versatility Across Industries
The 1" Premix HB BIB’s versatility makes it suitable for a wide range of industries, from food and beverage to chemicals. Below are some of the key applications:
1. Beverage Industry
The beverage industry is one of the largest users of BIB solutions, and the 1" Premix HB BIB is particularly well-suited for this sector:
Soda and Syrup: Fast food chains and restaurants use 20L BIBs of soda syrup in their dispenser systems. The one-way valve ensures that the syrup remains pure and free from contamination, while the high barrier preserves flavor. This reduces the need for frequent syrup replacements and cuts down on waste.
Juice and Fruit Drinks: Consumer-friendly 1-5L BIBs are popular for fresh juice, as the high barrier preserves freshness and flavor for up to 12 months. The spout makes it easy to pour, and the collapsible bag reduces waste.
Boxed Wine: Boxed wine has grown in popularity in recent years, and the 1" Premix HB BIB is ideal for this application. The ultra-high barrier (with ALU layers) blocks light and oxygen, preserving the wine’s flavor and preventing oxidation. Boxed wine is also more affordable than bottled wine, making it attractive to cost-conscious consumers.
2. Condiment and Food Industry
The condiment industry benefits from the BIB’s convenience and cost efficiency:
Ketchup, Mustard, and Salad Dressings: Commercial food service providers use 10L BIBs of condiments in their dispenser systems. The one-way valve prevents contamination, and the high barrier keeps the condiments fresh for extended periods. This reduces the need for frequent refills and cuts down on waste.
Jam and Honey: Consumer-friendly 1-2L BIBs are perfect for jam and honey, as the high barrier preserves the product’s texture and flavor. The spout makes it easy to pour, and the collapsible bag reduces plastic waste.
3. Non-Food Liquids
The BIB is not just limited to food applications—it is also suitable for non-food liquids:
Paint and Coatings: Paint manufacturers use 5-20L BIBs for water-based paints. The high barrier prevents moisture ingress, which can cause the paint to dry out or become lumpy. The one-way valve makes it easy to dispense the paint without spilling.
Chemicals: Industrial chemicals like cleaning solutions or lubricants are often packaged in BIBs. The high barrier prevents the chemicals from leaking or evaporating, and the collapsible bag reduces storage space.
Q&A Section: Addressing Common Queries
Below are answers to some of the most frequently asked questions about the 1" Premix High-Barrier BIB:
Q1: What barrier options are available for the 1" Premix High-Barrier BIB?
A: The BIB offers three barrier options to meet the needs of different products: standard, high, and ultra-high. Standard barrier is suitable for non-food liquids like paint, while high barrier is ideal for food products like juice or syrup. Ultra-high barrier (which includes ALU layers) is recommended for products that are highly sensitive to oxygen and light, such as wine or pharmaceutical liquids. The barrier level is determined by the multi-layered film structure, with more EVOH or ALU layers added for higher barrier performance.
Q2: How is the BIB sterilized, and does it meet food safety standards?
A: The BIB undergoes irradiation sterilization at a minimum dose of 15kGy, which is certified by the European ABMA and meets China’s national standards for aseptic packaging. Irradiation is a cold process that eliminates all harmful bacteria, viruses, and fungi without compromising product quality. Additionally, the BIB is manufactured in a GMP 100,000-level clean workshop, which ensures that it is free from microbial contamination and chemical residues. The company also holds certifications from the FDA and EU Food Safety Authority, so its products are safe for global markets.
Q3: What size range does the product cover, and can it be customized?
A: The BIB is available in sizes from 1 to 25 liters, which covers both consumer (1-5L) and commercial (10-25L) applications. Custom sizes are also available for specific needs—for example, a 3L BIB for a niche juice product. The company can also customize the material structure, barrier level, and valve type to meet unique requirements.
Q4: Can the BIB be used for both food and non-food liquids?
A: Yes, the BIB is suitable for both food and non-food liquids. For food applications, the company uses food-grade materials that comply with FDA and EU standards. For non-food applications like paint or chemicals, the company uses durable materials that can withstand harsh chemicals and prevent leakage. The material structure is tailored to each application to ensure optimal performance.
Q5: What are the sustainability benefits of the BIB compared to rigid packaging?
A: The BIB offers several sustainability benefits: it uses 50-70% less plastic than rigid containers of the same volume; it is recyclable (many versions use better-recycle materials); it reduces carbon emissions by up to 70% due to its lighter weight; and it minimizes product waste (almost 100% of the product is dispensed). Additionally, the corrugated box is 100% recyclable, and the plastic bag can be recycled through most curbside programs.
Q6: Does the company offer filling services for the BIB?
A: Yes, the company provides a one-stop solution that includes both packaging and filling. It owns advanced filling machines that can handle a wide range of liquid products, from juice to syrup to paint. This integrated approach saves customers time and money, as they do not need to source filling services from separate vendors. The company also maintains strict quality control over the filling process to ensure consistent results.
Product Specifications of 1" Premix High-Barrier Bag-in-Box
Material Structure |
VMPET EVOH PE PA PET ALU, etc |
Application |
Liquid Food & Liquid Non-food |
Product Size |
1-25Lt |
Barrier |
Standard Barrier / High Barrier / Ultra-high Barrier |
Bag Type |
Bag With Spout |
Feature |
Barrier, Aseptic |
Standard |
ABMA Standards (European Standards) |
Sterilization Method |
Irradiation Sterilization ≥15kGy |
Lamination Process |
Solvent-free Lamination |
Film Advantages |
Top Flex Crack Resistant |
Raw Materials |
Ensure Food Safety |
References
1. European Aseptic Bag Manufacturers Association (ABMA). (2023). "Aseptic Bag-in-Box Market Trends and Performance Report."
2. State Administration for Market Regulation (SAMR). (2018). "National Standard GB 31604.1: Composite Bags for Aseptic Packaging of Liquid Foods."
3. Global Industry Analysts (GIA). (2024). "Flexible Packaging Market: Global Industry Analysis, Size, Share, Growth, Trends, and Forecasts 2024-2030."
4. Fast Food Chain X. (2023). "Case Study: Reducing Waste and Costs by 30% with Bag-in-Box Solutions."
5. Flexible Packaging Association (FPA). (2022). "Sustainability Report: The Environmental Impact of Flexible Packaging."










")
")
")
")
")
")
")
")
")

